
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
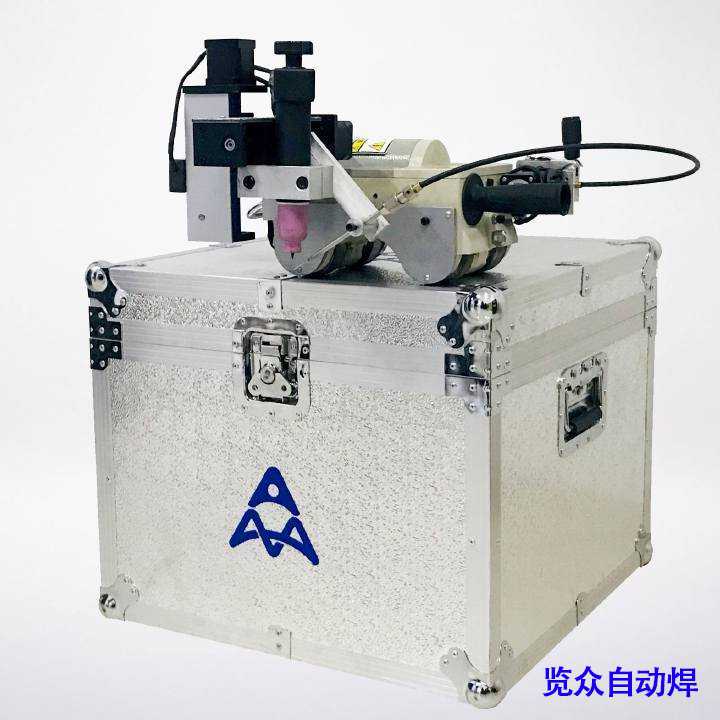
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下热力钢管管道下向焊机,所谓的热力钢管管道下向焊机其实是一种自动焊接设备,属于焊接机器人的一种。热力钢管管道下向焊机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
CO2气体保护焊采用的焊丝为高锰型,即Q235钢采用H08Mn2Si(焊08锰2硅);16Mn钢和15MnV钢采用H08Mn2Si或H10Mn2(焊10锰2)。
镍基耐蚀合金液态金属流动性差,焊缝熔深浅:这是镍基合金的固有特性。靠加大焊接电流不是解决此问题的办法,因为电流增加会引起裂纹和气孔,降低接头的耐蚀性能,所以为了获得良好的焊缝成形,应采用小摆动工艺,另外要加大坡口角度,减小坡口钝边。

机器人焊接采用的是富氩混合气体保护焊,焊接过程中出现的焊接缺陷一般有焊偏、咬边、气孔等。
随着国内外油气管道向高钢级、大直径、高压方向发展,对管道工程建设的要求越来越高。 特别是对于X80、X90、X100等高档钢管的应用,自动焊接技术的充分应用是高质量、高效率的长输管道焊接的必然发展趋势。 数据显示,在过去10年欧美发达国家新建的管道中,自动焊接技术的比例超过85% 然而,在中国,这一数字不到5% 精通和应用自动焊接技术不仅是管道行业的发展趋势,也是我国管道施工企业开拓海外市场的利器。
选择手工电弧焊焊条型号,首先应按与主体金属强度相适应的原则确定焊条系列,即两者强度应相等。当不同强度的钢材连接时,采用与低强度钢材相适应的焊条系列,即可满足强度等方面的要求并且较经济。然后再结合钢材的牌号、结构的重要性、焊接位置和焊条工艺性能等选择具体型号。
焊接机器人焊接时会出现的问题:焊接参数选择不当、焊枪角度或焊枪位置不对会出现咬边的可能,可适当调整功率的大小来改变焊接参数,调整焊枪的姿态以及焊枪与工件的相对位置。
中国大部分油气资源分布在东北和西北地区,而绝大多数消费市场位于人口稠密地区,如东南沿海的大中型城市和中南地区。产销市场的严重分离,使得油气产品的运输成为油气资源开发利用的最大障碍。 管道运输是突破这一障碍的最佳途径。与铁路运输相比,管道运输是一种体积大、安全性高、经济性强的油气产品运输方式。它的建设投资是铁路的一半,运输成本只有铁路的三分之一。
什么叫反接法?答:直流电弧焊时,焊件接电焊机输出端的负极,焊枪(焊钳)接输出端的正极的接线法,叫“反接法”也称反极性。碱性焊条(结507等)、碳弧气刨、CO2焊接均用反接法。
以上就是给大家介绍有关热力钢管管道下向焊机的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




