
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
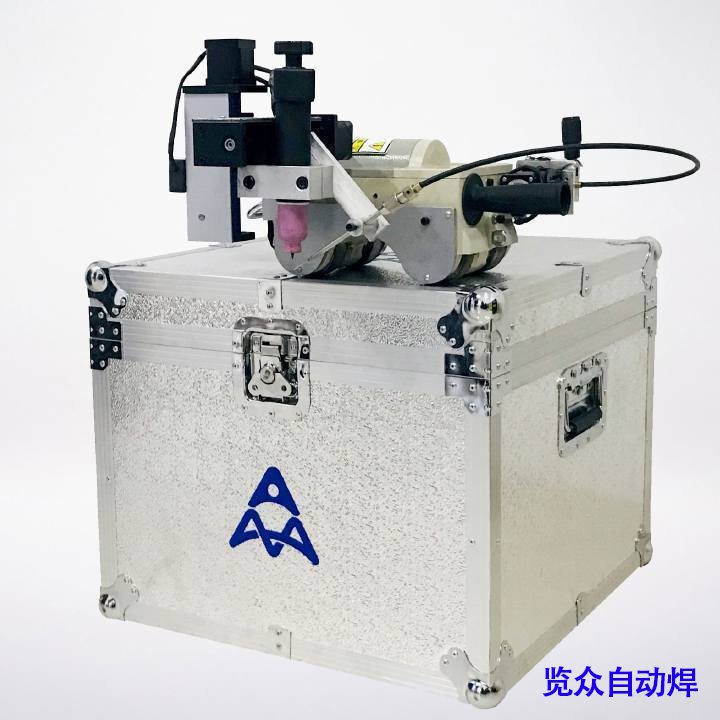
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下消防环缝半自动焊机,所谓的消防环缝半自动焊机其实是一种自动焊接设备,属于焊接机器人的一种。消防环缝半自动焊机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
影响选择预热温度的其他因素还有材料厚度、填充金属种类、焊接方法、拘束度等。含碳小于0.1%时,可不预热,也有建议预热至200℃的l含破t为0.1%~0.2%时,预热200~260℃。在特别苛刻情况下可采用更高的预热温度,如预捕400~450℃,但要注意高温预热带来的不利影响。古碳量大于0.2%时,焊接较为困难,除预热外,需要保持层间温度。

由于低碳含量,管线钢的硬化倾向和冷裂纹倾向降低。 然而,随着强度等级和板材厚度的增加,仍有一定的冷裂纹倾向。 在现场焊接中,经常使用纤维素焊条、自保护药芯焊丝等氢含量高、线能量低、冷却速度快的焊接材料,这将增加冷裂纹的敏感性。需要采取必要的焊接措施,如焊接前预热。
CO2气体保护焊是用喷枪喷出CO2气体作为电弧的保护介质,使熔化金属与空气隔绝,以保持焊接过程稳定。由于焊接时没有焊剂产生的熔渣,故便于观察焊缝的成型过程,但操作时须在室内避风处,在工地则须搭设防风棚。
钛及钛合金焊接相变引起的接头塑性下降,常用的工业纯钛为α合金,焊接时由于钛导热差、比热小、高温停留时间长、冷却速度慢,易形成粗大结晶;若采用加速冷却,又易产生针状α组织,也会使塑性下降。
咬边产生原因:a、焊接电流太大,焊接电压太高;b、焊接速度过快,填丝太少;c、焊枪摆动不均匀。防止措施:a、适当的调整焊接电流和电弧电压;b、适当增加送丝速度或降低焊接速度;c、力求焊枪摆动均匀。
厚板多层焊接时,每层焊接完成后不清除焊渣及缺陷就直接进行下层焊接,易造成焊缝产生夹渣、气孔、裂纹等缺陷,降低连接强度,同时会引起下层焊接时的飞溅。
以上就是给大家介绍有关消防环缝半自动焊机的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




