
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下煤业不锈钢管道自动焊,所谓的煤业不锈钢管道自动焊其实是一种自动焊接设备,属于焊接机器人的一种。煤业不锈钢管道自动焊运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
中国大部分油气资源分布在东北和西北地区,而绝大多数消费市场位于人口稠密地区,如东南沿海的大中型城市和中南地区。产销市场的严重分离,使得油气产品的运输成为油气资源开发利用的最大障碍。 管道运输是突破这一障碍的最佳途径。与铁路运输相比,管道运输是一种体积大、安全性高、经济性强的油气产品运输方式。它的建设投资是铁路的一半,运输成本只有铁路的三分之一。
制造企业在引进国外的生产设备或新设计的产品过程,从引进到消化吸收比较多的是封闭在企业内自行解决,很少组织产学研的联合消化、创新的攻关,造成不断引进。其实产学研的结合对企业来说能够获得更多的信息和更全面的分析意见,帮助企业更快地掌握和吸收;而对高校和院所来说,也能获得更多、更具体、更详尽的国外先进技术资料,有助于进一步改进、创新。企业应提供更多的平台,更充分发挥和体现主体的作用。

螺旋焊管的生产中,成型的稳定与焊接质量的关系非常密切,只有提高了成型的质量,焊接质量才有充分的保证。螺旋钢管成型缝间隙的大小与变化在焊接中,要保证螺旋钢管的焊缝良好的外观成型,一定的熔深,就要求钢板的对缝间隙要均匀一致,同时,根据不同的对缝间隙,要采用不同的焊接规范。
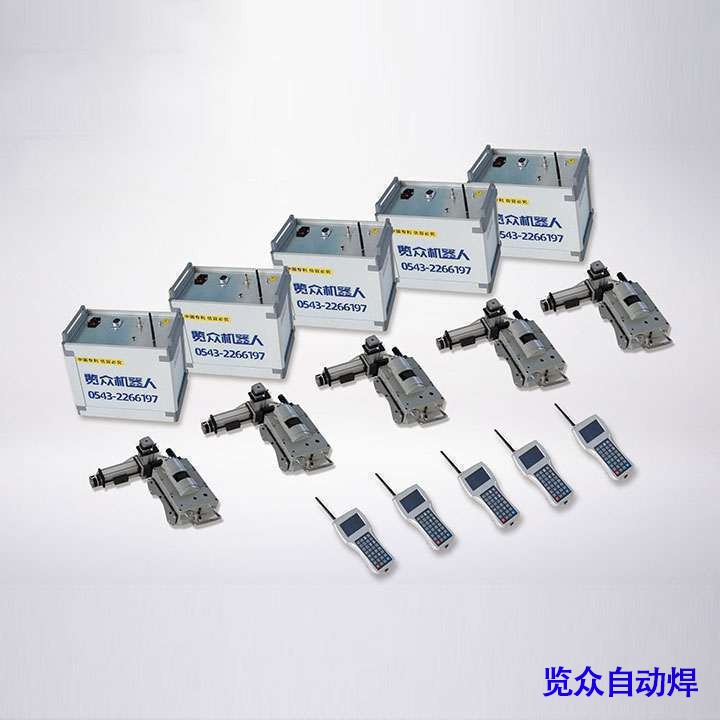
现场施工管道焊接机器人是在管道相对固定的情况下,通过机械运动和电气软件控制的方法,使全位置管道自动焊接小车围绕管壁沿焊缝连续移动,从而实现管道的全位置自动焊接。
与实芯焊丝相比,药芯焊丝具有以下优点:焊接速度快;药芯焊丝的结构特性和熔滴过渡特性使其焊接速度更快;焊接质量好,尤其是冲击韧性好;良好的经济;对各种管道具有良好的适应性。
夹渣产生原因:a、焊前清理不彻底;b、焊接电流过大,导致导电嘴局部熔化混入熔池而形成夹渣;c、焊接速度过快。防止措施:a、加强焊前清理工作,多道焊时,每焊完一道同样要进行焊缝清理;b、在保证熔透的情况下,适当减小焊接电流,大电流焊接时导电嘴不要压太低;c、适当降低焊接速度,采用含脱氧剂较高的焊丝,提高电弧电压。
在石化管道工程施工中,管道焊接质量和焊接效率直接影响施工进度 由于管道本身的结构特点,一般管道焊接是全位置焊接。生产管道焊接机器人商业产品的外国公司主要包括美国的华润埃文斯(CRC-Evans)、法国的Serimax、荷兰的Vermaat Technologies、意大利的赛佩姆(Saipem)等。 美国的CRC Evans是第一个将全位置气体保护焊技术应用于管道建设的公司。览众是国内较早研发全位置自动管道焊接机器人的公司,览众自主研发设计生产的全位置自动管道自动焊机器人具有前瞻性的功能,可以实时自动调整焊接参数、无线控制、焊缝跟踪。
以上就是给大家介绍有关煤业不锈钢管道自动焊的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




