
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
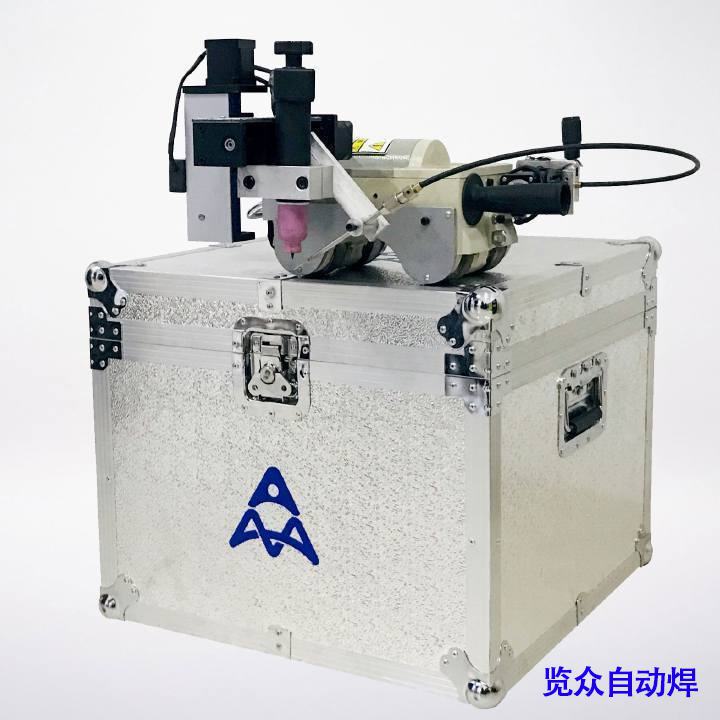
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下压力钢管管道全自动焊机,所谓的压力钢管管道全自动焊机其实是一种自动焊接设备,属于焊接机器人的一种。压力钢管管道全自动焊机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
现代焊接技术已能焊出无内外缺陷的、机械性能等于甚至高于被连接体的焊缝。被焊接体在空间的相互位置称为焊接接头,接头处的强度除受焊缝质量影响外,还与其几何形状、尺寸、受力情况和工作条件等有关。接头的基本形式有对接、搭接、丁字接(正交接)和角接等。对接接头焊缝的横截面形状,决定于被焊接体在焊接前的厚度和两接边的坡口形式。
影响选择预热温度的其他因素还有材料厚度、填充金属种类、焊接方法、拘束度等。含碳小于0.1%时,可不预热,也有建议预热至200℃的l含破t为0.1%~0.2%时,预热200~260℃。在特别苛刻情况下可采用更高的预热温度,如预捕400~450℃,但要注意高温预热带来的不利影响。古碳量大于0.2%时,焊接较为困难,除预热外,需要保持层间温度。

我国工业机器人需求快速增长。1999-2008年,安装量每年都以超过20%的速度增长,2010年,我国保有量为52290台,2011年为74317台,实现了42%的年增长。目前,实际保有量应已超过十万台。
与实芯焊丝相比,药芯焊丝具有以下优点:焊接速度快;药芯焊丝的结构特性和熔滴过渡特性使其焊接速度更快;焊接质量好,尤其是冲击韧性好;良好的经济;对各种管道具有良好的适应性。
在全位置管道焊接过程中,焊枪的位置不断变化。由于地球引力的影响,熔池在不同位置的表面张力差异很大。为了保证焊接质量,要求焊接参数随位置变化。览众现场施工管道自动焊接机的控制系统都增加了位置传感功能,可以一次实现各层焊接参数的自由设置和平滑过渡,即焊接专家库系统,同时向用户开放使用权限,用户可以在此平台上独立开发所需的焊接工艺。 所需的焊接参数预先预置在系统中,预置的焊接参数可以在施工现场打开直接调用,系统在焊接过程中实时调用设定的参数。 在确保焊缝形成一致的同时,也确保焊缝形成的美观。这一个细节功能,降低了操作者的学习难度,确保可以在短时间内学会焊接机器人的操作。
(再热裂纹)即消除应力退火裂纹。指在高强度的焊接区,由于焊后热处理或高温下使用,在热影响区产生的晶间裂纹,其产生的主要原因是:1.消除应力退火的热处理条件不当。2.合金成分的影响。如铬钼钒硼等元素具有增大再热裂纹的倾向。3.焊材、焊接规范选择不当。4. 结构设计不合理造成大的应力集中。
长距离、大直径、厚壁管道市场需求的增加将推动焊接系统的发展。 随着自动焊接系统的频繁应用,熟练劳动力将继续扩大,启动成本将降低,工作时间将减少,效率将提高,质量将提高,操作将简化,其他特点将增加人们对各种自动焊接的兴趣和使用。 随着电源的改善和计算机系统对现场焊接的不断适应,自动焊接将成为管道施工的主要焊接方法。由于竞争,它将不断刺激新的发展,进一步提高自动焊接在管道中的应用。




