
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
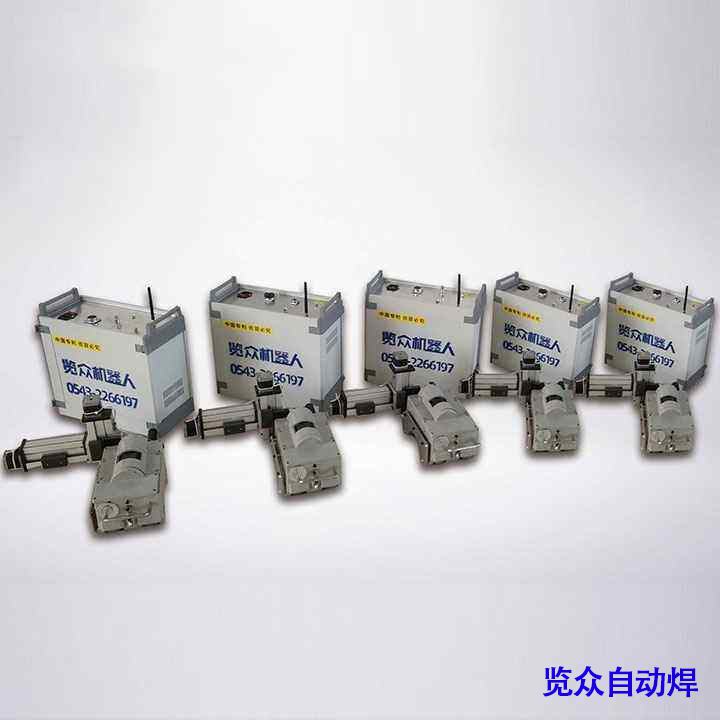
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下燃气碳钢管道焊机,所谓的燃气碳钢管道焊机其实是一种自动焊接设备,属于焊接机器人的一种。燃气碳钢管道焊机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
随着管道施工用钢管强度等级的提高,管径和壁厚的增加,自动焊接技术逐渐应用于管道施工。 自动管道焊接技术具有焊接效率高、劳动强度低、焊接过程中受人为因素影响小的优点,在大直径厚壁管道的施工中具有很大的潜力。
厚板多层焊接时,每层焊接完成后不清除焊渣及缺陷就直接进行下层焊接,易造成焊缝产生夹渣、气孔、裂纹等缺陷,降低连接强度,同时会引起下层焊接时的飞溅。

天然气作为日常生活和工业生产中最重要的燃料,其需求量日益增加,因此天然气的运输成为人们关注的焦点问题。 管道运输作为最流行的运输方式,也是一种相对低廉的运输方式,越来越受到人们的青睐。
焊接过程中,激光图像传感器连续测量接头的外部尺寸,测量数据通过计算机由智能软件快速处理,确定所需的焊接参数和焊头位置。系统软件可以调整每个填充焊道的4个焊接参数:焊接速度、焊接电流、焊道排列以及每个填充层和覆盖层的焊道数量。
通过技术途径可以获得高质量的焊接接头,提高焊接接头的质量。可采取以下方法:正确选择焊接材料,采用合理的焊接工艺方法,控制熔合比,调整焊接热循环特性,应用合理的操作方法和坡口设计,辅之以预热、层间绝缘、缓冷、后加热等措施,或焊后热处理方法等,以获得高质量的焊接接头。
立焊时的主要运条方式有两种,一为直线式,气为摆动式。能够进行平板对接、丁字接和角接接头的焊接。立焊时的关键在于保持熔池不流淌。由于保持熔池很难,而极易发生咬边、焊瘤、焊缝成形不均匀(熔深和熔宽)和焊道表面凹凸不平。
在螺旋焊管中,由于钢带的月牙弯、“s”弯,造成成型缝间隙的不均匀性,这就给焊接带来困难,造成焊缝熔深的不稳定,同时也造成焊缝余高的变化,成型缝偏松时,焊缝熔深大,余高降低;成型缝偏紧时,焊缝熔深小,余高增加,所以在焊接过程中,解决此问题的办法是:成型缝松时,减小焊接规范,成型缝紧时,加大焊接规范。
以上就是给大家介绍有关燃气碳钢管道焊机的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




