
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
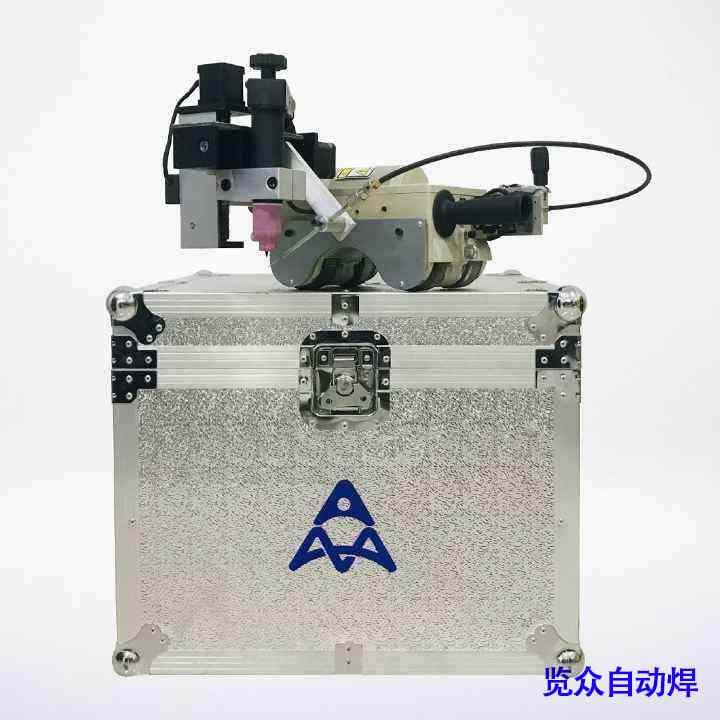
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下氩弧焊钢结构焊接机,所谓的氩弧焊钢结构焊接机其实是一种自动焊接设备,属于焊接机器人的一种。氩弧焊钢结构焊接机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
览众为您提供完整的自动焊接解决方案和工程施工技术咨询服务。便携式自动管道焊接机是管道施工中最常用的设备,不仅因为它体积小,而且因为它使用非常方便,其焊接速度和焊接质量都非常令人满意。

焊接参数如电流、电压、焊枪摆动速度、摆动幅度、两端停留时间等可以在焊接前设定,也可以在焊接过程中实时调整。 驱动控制系统采用基于脉宽调制调速的DC伺服驱动控制技术和位移传感检测闭环控制系统,定位精度高,抗干扰能力强,实现了现场使用所需的可靠性和耐久性。为了实现高摆动速度下摆动的精确控制,本项目采用位置反馈摆动控制传感电路。通过专门设计的传感器,摆动系统的位移转化为可控电信号,同时具有位置记忆功能。适用于大中型长输管道固定连接接头的全位置焊接。
中国每年进口的焊接电源和设备的费用约占全国市场的一半,而国内生产的焊接电源产值中有近一半是合资企业的。近千家中小企业的产值占不到1/3的国内市场份额,而且这些市场份额也主要依靠廉价的劳动力和一些商业运作手段维持,这样的竞争能力能维持多久值得思考。
咬边:电弧将焊缝边缘的母材熔化后,没有得到焊缝金属的补充而留下缺口。咬边削弱了接头的受力截面,使接头强度降低,造成应力集中,使可能在咬边处导致破坏。其产生的原因是:1.电流过大,电弧过长,运条速度不当,电弧热量过高。2. 埋弧焊的电压过低,焊速过高。3. 焊条、焊丝的倾斜角度不正确。
合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置,同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。
机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,机器人应选用桶装焊丝,但由于采用桶装焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。严重时,出现卡死现象,使机器人停机,故要及时清理焊丝导管。
与传统焊接方法相比,览众自动焊接设备一次可节省88.3%的时间!焊接速度大大提高,人员劳动强度大大降低,生产效率提高。览众管道全自动焊接一次合格率约为98%,不仅提高了效率,而且大大提高了焊接质量。
以上就是给大家介绍有关氩弧焊钢结构焊接机的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




