
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
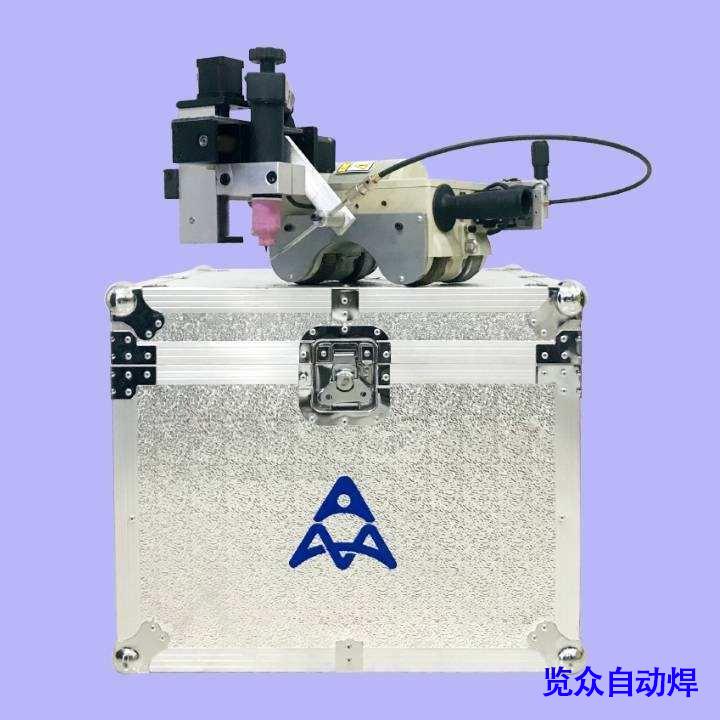
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下氩弧焊钢结构自动焊,所谓的氩弧焊钢结构自动焊其实是一种自动焊接设备,属于焊接机器人的一种。氩弧焊钢结构自动焊运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
焊接是一个局部快速加热和冷却过程。焊接区域不能自由膨胀和收缩,因为它受到周围工件主体的限制。冷却后,焊件会产生焊接应力和变形。重要产品需要消除焊接应力,并在焊接后校正焊接变形。

重大厚长及复杂焊接结构的优质、高效、智能化、自动化成套焊接技术关键技术主要是视觉传感技术、焊接过程的智能化和协调控制技术、工业机器人产业化与配套技术。必须重视国内工业机器人的产业化生产,缺乏自主的工业机器人系统,很难集成上述技术,并且在高端装备上受制于人。
CO2焊比焊条电弧焊的综合成本低的原因:〈1〉坡口截面积减少36-54%,节省填充金属量;〈2〉降低耗电量65.4%;〈3〉设备台班费较焊条电弧焊降低67-80%,降低成本20-40%;〈4〉减少人工费、工时费,降低成本10-16%;〈5〉节省辅助工时、辅料消耗及矫正变形费用;综合五项,CO2焊能使焊接总成本降低39.6-78.7%,平均降低59%。
管道干线用钢管材料有X42、X46、X52、X56、X60、X65、X70等。然而,根据APl5L标准,无论管道选用何种钢种,都应根据规范对焊接工艺进行评估,并对焊工进行相应的培训。考试合格后上岗,以保证接头质量。
2.工艺决定了焊缝金属的成分和结构。
焊接时,为了抢进度,对于中厚板对接焊缝采取不开坡口。强度指标下降,甚至达不到标准要求,弯曲试验时出现裂纹,这样会使焊缝接头性能不能保证,对结构安全构成潜在危害。【措施】焊接时要按工艺评定中的焊接电流控制,允许有10~15%浮动,坡口的钝边尺寸不宜超过6mm。对接时,板厚超过6mm时,要开坡口进行焊接。
以上就是给大家介绍有关氩弧焊钢结构自动焊的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




