
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
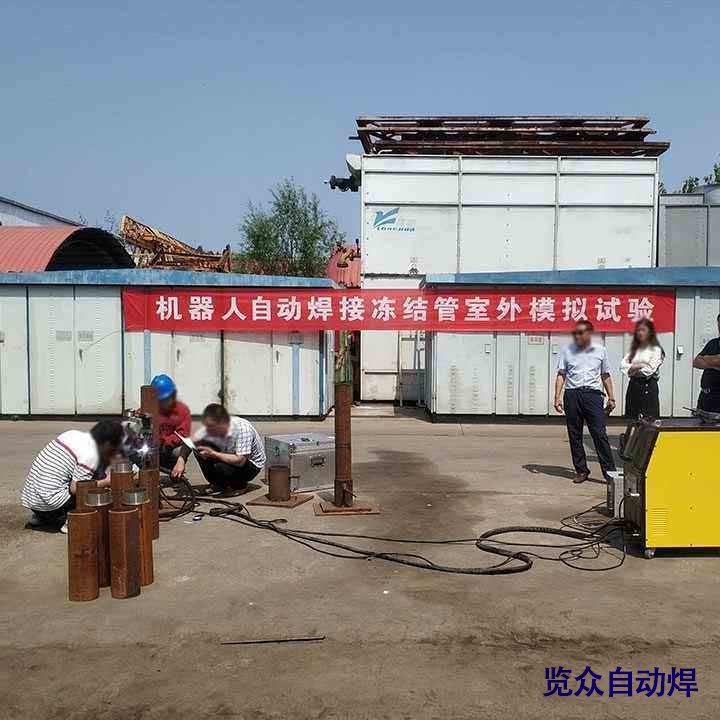
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下轻便的过滤器自动焊接机,所谓的轻便的过滤器自动焊接机其实是一种自动焊接设备,属于焊接机器人的一种。轻便的过滤器自动焊接机运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
接头的基本形式有对接、搭接、丁字接头(正向交接)和转角接头等。对接焊缝的截面形状取决于焊接前焊接体的厚度和两个接头边缘的坡口形式。焊接厚钢板时,在接头边缘形成各种形状的凹槽,以便穿透,这样焊条或焊丝可以很容易地进给。
选择合理的焊接方法和焊接工艺参数。能量集中、热量输入低的焊接方法可以有效地减少焊接变形。CO2气体保护焊比焊条电弧焊小得多。热量输入是影响变形的关键因素。确定焊接方法后,可以通过调整焊接工艺参数来控制热量输入。

世界各工业发达国家都非常重视焊接技术的发展与创新。美国和德国专家在讨论21世纪焊接的作用和发展方向。一致认为:焊接(到2020年)仍将是制造业的重要加工技术,它是一种精确、可靠、低成本,并且是采用高科技连接材料的方法。目前还没有其它方法能够比焊接更为广泛地应用于金属的连接,并对所焊产品增加更大的附加值。
管道运输业的发展得到了极大的推动。随着管道自动焊接机器人的快速发展,价格越来越便宜,性价比不断提高,这表明管道自动焊接机器人的应用和发展空间很大。
钛及钛合金焊接时采用最多的就是钨极氩弧焊,对于较厚的工件也可采用熔化极氩弧焊,对于技术要求严格的航天工业中一些重要设备经常也采用真空电子束焊接。
为什么CO2焊比焊条电弧焊的综合成本低? 答:〈1〉坡口截面积减少36-54%, 节省填充金属量;〈2〉降低耗电量65.4%;〈3〉设备台班费较焊条电弧焊降低67-80%,降低成本20-40%〈4〉减少人工费、工时费,降低成本10-16%; 〈5〉节省辅助工时、辅料消耗及矫正变形费用;
编程技能总结(1)选择合理的焊接顺序。为了减少焊接变形和焊枪行走路径长度,制定了焊接顺序。(2)焊枪空间过渡要求短、平稳、安全的运动轨迹。(3)优化焊接参数。为了获得最佳焊接参数,制作了用于焊接试验和工艺评定的工作试样。




