
 览众科技:管道自动焊机-自动焊接机-自动焊接设备
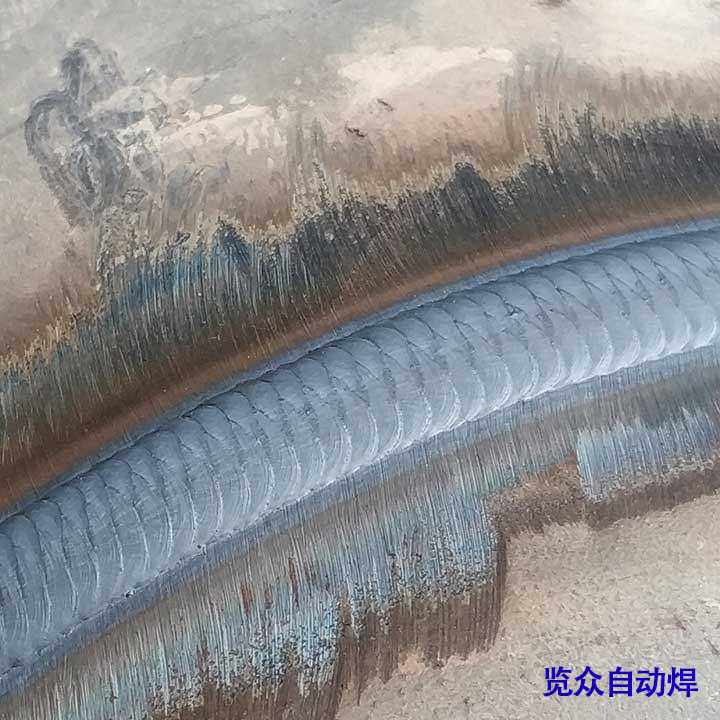
览众科技:管道自动焊机-自动焊接机-自动焊接设备 览众焊接机器人给大家介绍一下气保焊无缝钢管焊接设备,所谓的气保焊无缝钢管焊接设备其实是一种自动焊接设备,属于焊接机器人的一种。气保焊无缝钢管焊接设备运用磁吸式焊接小车绕管爬行的焊接方法,实现了管道360度全自动焊接。
对焊接熔池进行冶金处理,主要通过在焊接材料(焊条药皮、焊丝、焊剂)中加入一定量的脱氧剂(主要是锰铁和硅铁)和一定量的合金元素,在焊接过程中排除熔池中的FeO,同时补偿合金元素的烧损。

什么叫焊枪的负载持续率? 答:指焊枪在一定电流下连续工作的能力。 〈1〉如:350KR焊枪在CO2焊接时额定负载持续率为70%,额定电流是350A;在实际负载持续率100%(自动焊)时,其最大焊接电流≤290A。而在MAG焊时,额定负载持续率为35%,在实际负载持续率100%时,其最大焊接电流≤207A。〈2〉再如500KR焊枪在CO2焊接时额定负载持续率为70%,额定电流是500A;在实际负载持续率100%(自动焊)时,其最大焊接电流≤418A。而在MAG焊时,额定负载持续率为35%,在实际负载持续率100%时,其最大焊接电流≤296A。
焊接机器人焊接时会出现的问题:焊接的位置不正确或焊枪寻找时出现问题出现焊偏可能为。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。
目前,一些管道焊接设备已经实现了半自动焊接工艺,但这并不意味着自动管道焊接只能达到这一水平。随着人工智能的普及和机器人的广泛应用,相信未来管道自动焊接的技术水平将会进一步提高和发展。从技术层面来看,管道焊接设备的全自动安装和全自动焊接过程可以通过程序设置和指令代码输入来实现。 相信在未来,自动管道焊接技术将会越来越好、越来越快地应用于工业建设,管道铺设也将越来越简单。
实验室反应釜焊接工艺和规范:实验室反应釜采用大电流、快速焊、单层焊、直线运条前进等,容易引起实验室反应釜焊接应力的工艺措施会促使产生热裂纹。故在条件允许时,实验室反应釜焊接时候应尽量采用小电流、多层焊,以减少热裂纹的倾向。
送丝的顺畅与否直接影响焊接质量。送丝方法可以简单地分为拉丝和推丝。由于在拉丝过程中焊枪靠近送丝机的安装位置,并且焊丝在焊接过程中离开送丝机后的阻力很小,所以可以保证送丝过程的稳定,但是送丝机和焊丝托盘都必须安装在焊接小车上,这增加了焊接小车的重量。
览众自动焊接设备可焊接易氧化材料,如碳钢管、镀锌碳钢管和不锈钢管。直径在100到400之间的管子可以焊接。该智能焊接机器人具有以下优点:1.焊接速度快且稳定。2.操作更简单。全中文人机界面为操作员编程,触摸屏选择焊接方式。即使是初学者也可以在两三天内轻松掌握操作要领,非常简单易用。3.更换零件更方便、更快捷、更人性化。4.新设计的推拉小车焊接控制系统使移动更加方便。5.根据工程安装现场的复杂性,我们开发了一种远程焊接遥控器,可以方便地调整焊接代码。6.智能保护功能,防止焊接过程中的过压、欠压、过流和过热。
以上就是给大家介绍有关气保焊无缝钢管焊接设备的内容,如果你喜欢我分享的文章,请关注览众自动焊接机器人。




